CO2 Laser - Einstellungen
CO2 Laser-Einstellungen zum gravieren ermitteln
Wie kann ich die optimale Lasereinstellung zum gravieren für jedes Material schnell und unkompliziert ermitteln
Das entsprechende You Tube Video folgt am Ende der Seite!
Dieser Workshop soll helfen, die richtige Lasereinstellung für jedes beliebige Material
zu finden - und das in weniger als 2 Minuten.
Der Test ist kinderleicht auszuführen und kann auf jedes Material angewendet werden.
Man benötigt nur eine kleines Teststück von ca. 100 x 20 mm.
In wenigen Minuten erhält man ein klares Ergebnis, das auch evtl. auftretenede Farbnuancen zeigt.
Bei den Lasereinstellungen spielen viele Faktoren eine Rolle.
Die Powereinstellung in Verbindung mit der Geschwindigkeit wird auch durch die Spotgröße, Fokuslinsenwahl,
realen Abstand nach dem Autofokus, Auflösung und der Qualität der Fokuslinse beeinflusst. Hinzu kommen
verschiedene Laserleitungen, die bei neuen Laserquellen auch deutlich über der Herstellerangabe liegen können.
Auch die maximale Systemgeschwindigkeit spielt eine grosse Rolle.
Alle Faktoren zusammen ergeben so viele verschiedene Varianten, dass es nicht viel Sinn macht eine
Materialdatenbank anzupreisen, die am Ende dann doch nur als ungefähre Richtlinie taugt - wenn überhaupt.

Graustufenverlauf dient als Testgrafik für den CO2 Laser
Als erstes benötigen wir eine Testgrafik die wir an den Laser senden können, um das
Testmaterial gravieren zu können.
Dabei machen wir uns eine spezielle Funktion des Lasertreibers zu Nutze - die "3D-Gravur".
Normalerweise wird diese Funktion für Reliefgravuren verwendet, ist aber auch hervorragend für den folgenden
Materialtest geeignet.
Im 3D-Modus wird die voreingestellte Laserleistung zusätzlich durch den Grauwert der Farbe geregelt. Ein
Grauwert von 10% (R229, G229, B229) regelt die Laserleistung auf 10% der voreingestellten Leistung, 50% Grauwert
(R127, G127, B127) ergibt 50% der voreingestellten Laserleistung, u.s.w.. Die Farbe "Schwarz" (R0, G0,
B0) entspricht 100%. der voreingestellten Laserleistung.
Sie erkennen an dieser Stelle schon klar worauf die Sache hinausläuft. Der
Graustufenverlauf veranlasst den Laser bei der Rastergravur dazu, je nach Graustufenwert die entsprechende
Leistung einzustellen. Auf dem Material wird damit eine Rechteck graviert, wobei der Laser von links nach rechts
von 0 auf 100% der voereingestellten Leistung geregelt wird. Es ensteht also das direkte Abbild der jeweiligen
Laserleistung unmittelbar auf dem Material. Die zusätzliche Skala ermöglicht das direkte Ablesen der jeweiligen Leistung.
Lasereinstellung für den Materialtest

Damit wir ein Abbild der kompletten Laserleistung bekommen, sollte die Laserleistung auf
100% eingestellt werden.
Bei dieser Einstellung entsprciht jeder Grauwert direkt dem prozentualen Wert der Laserleistung.
Bei einer Laserquelle von 30 Watt würden damit der Grauwert 50% der halben Leistung entsprechen, also 15
Watt.
Als Speed-Wert kann vorerst einmal 100% eingestellt werden.

Der Modus für die Gravur muß unbedingt auf die Option "Grau 3D" eingestellt werden.
Als Auflösung sollte die Auflösung gewählt werden die später auf dem Material zur Gravur verwendet werden soll.
Bei normalen Gravuren werden hier meistens 333 bis 500 DPI gewählt.
In unserem Beispiel wurden 500 DPI (Dot per Inch) gewählt.
Ergebnis auf einem iLaser 3000 mit Synrad 30 Watt Laserquelle
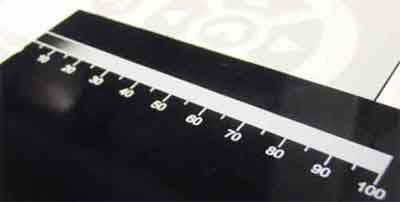
Mit einem iLaser 3000 mit 30 Watt Laserleistung bekommt man auf handelsüblichem Aluminium schwarz eloxiert dieses Ergebnis. Man kann deutlich sehen wie sich die Laserleistung auf dem Material verhält.
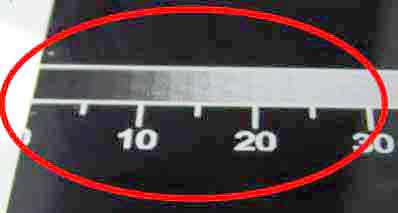
Man kann deutlich sehen, dass der Laser bei ca. 5% die Oberfläche ankratzt und bei ca. 18% homogen weiss wirkt. Bei reiner Textgravur würde somit ein Wert von 25% mit Sicherheit sehr gutes Resultat liefern.

Bei Fotogravuren muss man allerding schon etwas genauer arbeiten, da es bei falschen
Werten zu Über- o. Unterbelichtung führt.
Hier wäre ein Wert von 18% zu wählen.
Sollte man bei diesem Test nicht komplett durch die Materialoberfläche kommen, weil die
farbige Deckfläche des Materials sehr dick ist, dann muss der Test mit reduzierter
Geschwindigkeit wiederholt werden.
CO2 Laser-Produkte für diesen Workshop
V2000, V3000, ILS 3 NM,
ILS 2, iLaser 3000, iLaser 4000,
Q35, Q60